Die Wolframelektrode / WIG-Nadel
Wolframelektroden
Wer mit dem WIG Schweißverfahren Metalle verbinden möchte, kommt nicht um den Einsatz einer Wolframelektrode herum. Wolframelektroden oder auch WIG Elektroden genannt, gibt es in verschiedenen Varianten, Farben und Durchmessern. Wie es bereits der Name verrät, bestehen diese hauptsächlich aus dem Element Wolfram aufgrund dessen hohen Schmelzpunktes von ca. +3400°C. Die Elektroden unterscheiden sich zum Beispiel zwischen den verschiedenen Oxidzusätzen, wie zum Beispiel Cer und Lanthan, welche die am häufigsten verwendeten Elektrodentypen sind und auch den Einsatzgebieten, sowie den spezifischen Eigenschaften der jeweiligen Wolframelektrode. Am häufigsten werden die WIG Nadeln WL-15 Gold und WC-20 Grau im Einsatz verwendet. Beide Typen bieten hervorragende Eigenschaften und ermöglichen Schweißarbeiten mit Gleich- und Wechselstrom.
Die folgende Tabelle gibt Aufschluss über die einzelnen Typen von Wolframelektroden:
| Bezeichnung | Oxidzusatz | Wechselstrom | Gleichstrom | Einsatzgebiete |
|---|---|---|---|---|
| WL-10 Schwarz | 1,0% Lanthan LaO2 | X | X | Universal einsetzbar. Un- und hochlegierte Stähle, Titan-, Nickel-,Kupfer-, Aluminium- & Magnesiumlegierungen. Erste Wahl im Niederstrombereich. Sehr gute und hohe Zündfähigkeiten. Guter Ersatz für thorierte Elektroden. |
| WL-15 Gold | 1,5% Lanthan LaO2 | X | X | |
| WL-20 Blau | 2,0% Lanthan LaO2 | X | X | |
| WC-20 Grau | 2,0% Cer CeO2 | X | X | Universal einsetzbar. Ähneln dem Verhalten von thorierten Elektroden sind jedoch nicht radioaktiv und somit zu bevorzugen. Ceroxid bewirkt gute Zünd- u. Wiederzündeigenschaften. Zu empfehlen im mittleren bis hohen Strombereich. Un- und hochlegierte Stähle, Titan-, Nickel-,Kupfer-, Alu- & Magnesiumlegierungen. |
| WT-10 Gelb | 1,0% Thorium ThO2 | X | X | Aufgrund von Thoriumzusätzen sind diese Wolframelektroden radioaktiv und somit gesundheitsschädlich. Von einem Einsatz raten wir ab. Alternativ auf lanthanierte oder cerierte Elektroden ausweichen ( WL / WC ). Sollten die thorierten Elektroden dennoch zum Einsatz kommen, gilt es strengste Sicherheitsvorkehrungen einzuhalten. Haupteinsatzgebiet sind hochlegierte Werkstoffe. |
| WT-20 Rot | 2,0% Thorium ThO2 | X | X | |
| WT-30 Lila | 3,0% Thorium ThO2 | X | X | |
| WT-40 Orange | 4,0% Thorium ThO2 | X | X | |
| WP-00 Grün | 99,8% Wolfram | X | Reine Wolframelektroden (Verunreinigungen von unter 0,2%). Standardmäßige Elektrode zum Wechselstromschweißen von Leichtmetallen und deren Legierungen wie zum Beispiel Aluminium | |
| WZ-03 Braun | 0,3% Zirkonium ZrO2 | X | Durch Zirkomniumzusatz besteht eine geringere Gefahr von Schmelzverunreinigungen. Zum Schweißen von Aluminiumlegierungen bei Wechselstrom. | |
| WZ-08 Weiß | 0,8% Zirkonium ZrO2 | X | ||
| WR-2 Türkis | 2% Mischoxide | X | X | Geeignet für Un- und hochlegierte Stähle und Leichtmetalle. Gute Zündeigenschaften, hohe Standzeiten und Lichtbogenqualität. |
Anschliff, Zentrik und Winkel
Wolframelektroden müssen vor dem Gebrauch angeschliffen werden. Hierbei sollte beachtet werden, dass die Schleifrichtung längs und nicht quer zur Elektrode verläuft. Ein Anschliff der quer zur Elektrode und somit falsch erfolgt, bewirkt einen unruhigen, instabilen Lichtbogen. Weiterhin können kleinste Wolframteilchen das Schmelzbad verunreinigen.
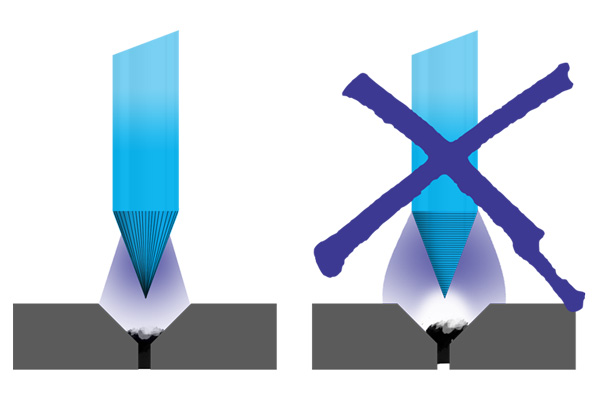
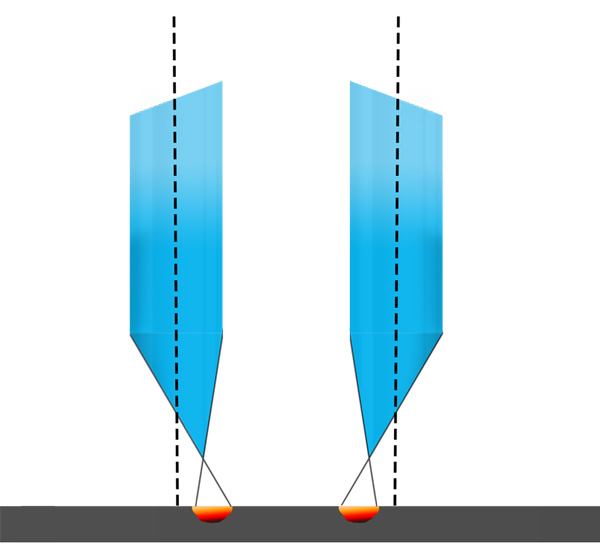
Es ist ebenfalls darauf zu achten, die Wolframnadel bzw. die Spitze so zentrisch wie nur möglich anzuschleifen. Je sorgfältiger und zentrischer eine Wolframelektrode angeschliffen wird, um so stabiler und genauer verhalten sich der Lichtbogen und die Schweißenergie und somit die Qualität und Präzision einer Schweißnaht.
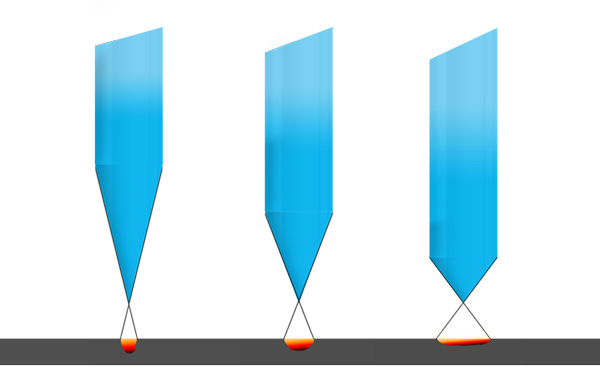
Abhängig von der Art und Weise des Anschliffwinkels verhalten sich Lichtbogen und Einbrand. Ein spitzer Winkel bewirkt einen tiefen Einbrand, während ein stumpfer Winkel bei gleichem Schweißstrom einen flacheren Einbrand mit sich zieht. Als Richtwert für die Länge der Elektrodenspitze gilt: Durchmesser der Elektrode ca. x 1 – 1,5.
Beispiel: Länge der Spitze einer 1,6er Elektrode = 1,6 – 2,4 mm. Die Spitze einer Elektrode sollte nach dem Anschliff um ca. 10% des Durchmessers abgestumpft werden (1,6mm = ca. 0,16mm abstumpfen). Dies bewirkt ein besseres Schweißergebnis, geringere Belastung der Spitze und eine höhere Standzeit der Wolframelektrode.
Auswahl des richtigen Durchmessers und der Stromstärke
Die folgenden Tabellen geben eine grobe Richtung und Erklärung zur Wahl des richtigen Durchmessers und der einzustellenden Stromstärke:
| Blechdicke bis mm | Schweißdraht bis mm | Wolframelektrode bis mm | Gasdüsengröße Nr. |
|---|---|---|---|
| 1,0 | 1,6 | 1,0 | 4 |
| 2,0 | 2,0 | 1,6 | 4-6 |
| 3,0 | 2,5 | 1,6 | 6 |
| 5,0 | 3,2 | 2,4 - 3,0 | 6-8 |
| 8,0 | 4,0 | 3,0 – 4,0 | 8-10 |
| Wolframelektrode Durchmesser in mm | Gleichstrom ( - ) Ampere | Gleichstrom (+) Ampere | Wechselstrom Ampere | |||
|---|---|---|---|---|---|---|
| Rein Wolfram | Oxidzusatz | Rein Wolfram | Oxidzusatz | Rein Wolfram | Oxidzusatz | |
| 1,0 | <75 | <75 | - | - | <55 | <70 |
| 1,6 | 40-130 | 60-160 | <20 | <20 | 45-90 | 60-125 |
| 2,0 | 75-180 | 100-200 | <25 | <25 | 65-125 | 85-160 |
| 2,4 | 120-220 | 150-250 | <30 | <30 | 80-140 | 120-210 |
| 3,2 | 160-310 | 225-330 | <35 | <35 | 150-190 | 150-250 |
| 4,0 | 275-450 | 350-480 | <50 | <50 | 180-260 | 240-350 |
| 6,4 | 575-900 | 750-1000 | <125 | <125 | 325-450 | 450-600 |
Aus der Tabelle wird ersichtlich, dass im Handwerksbereich in eher seltenen Fällen Elektroden mit einem größeren Durchmesser als 2,4 mm benötigt werden, da die meisten Bauteile eher geringere Blechdicken aufweisen. Die zu wählende Stromstärke ist außerdem abhängig vom Grad des Anschliffwinkels. Je spitzer der Anschliffwinkel, umso höher wird die Stromstärke.