













Das MMA Schweißverfahren mit Schweißelektroden ( E-Hand Schweißen, Lichtbogenhandschweißen)
Das Elektrodenschweißen
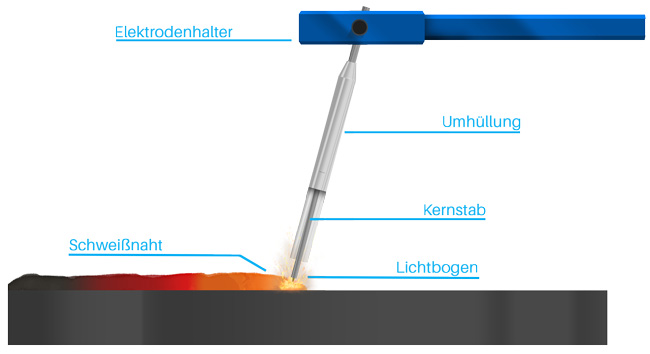
Beim Verschweißen von Schweißelektroden / Stabelektroden (MMA) kommen umhüllte Elektroden zum Einsatz. Die eingesetzten Elektroden sind bei diesem Verfahren Lichtbogenträger und Schweißzusatz in einem. Beim Schweißvorgang bildet die Umhüllung, welche um den sogenannten Kernstab liegt, Schutzgase, welche das Schweißbad bzw. die entstehende Schweißnaht vor der Oxidation mit der Atmosphäre abschirmt. Hierbei entstehen Schlacken, welche die Oberflächenspannung des aufgeschmolzenen Materials verringern und gleichzeitig für eine gleichmäßige Abkühlung des Werkstücks und eine Bindung von Verunreinigungen sorgen. Beim Verschweißen von Stabelektroden entstehen im Vergleich zum WIG Schweißverfahren deutliche Schweißspritzer, welche das Bauteil rundherum verunreinigen. Die Schlacke wird nach dem Beenden des Schweißvorgangs mit Hilfe eines so genannten „Schlackenhammers“ entfernt. Wichtig ist das Tragen von geeigneten Schweißerhandschuhen aufgrund der Schweißspritzer beim Elektrodenschweißen. In unserem Shop bieten wir auch entsprechende Schweißerhandschuhe an.
Schweißelektroden
Empfehlung für Edelstahlelektroden, Stahl, Corten Stahl, Mischverbindung, Gusseisen & Hartauftrag
Jeder Schweißanfänger stellt sich die Frage: Welche Schweißelektroden brauche ich eigentlich?
Für gängigen Edelstahl ist unsere VDB 4435 Edelstahlelektrode empfehlenswert. Mit dieser deckt man Edelstähle der Qualitäten VA und V4A ab. Wer hingegen nur V2A schweißt, für den reicht auch unsere VDB 4306 Stabelektrode. Im Zweifel sollte man auf die erste Variante ausweichen. Es handelt sich um Rutilelektroden, welche ein einfaches Schweißen ermöglichen. Beachtet unsere Hinweise zu basischen Elektroden weiter unten.
Wer allgemeinen Stahl verschweißen möchte, dem empfehlen wir unsere VDB RR6 Schweißelektrode zum E-Hand-Schweißen. Diese Elektroden liefern eine feinschuppige Schweißnaht und somit ein schönes Schweißbild. Für Schweißanfänger eine ideale und einfach zu verschweißende Elektrode. Auch diese Elektroden sind Rutil umhüllt. Unsere VDB RC3 Elektroden eignen sich für Schweißarbeiten in Zwangslage. Diese Rutil-Zellulose Elektroden lassen sich ebenfalls hervorragend verschweißen und sind hervorragend für Fallnähte geeignet.
Für Cortenstahl wird eine spezielle Elektrode, unsere VDB COR-TEN A/B Stabelektrode, eingesetzt. COR-TEN Stahl ist ein wetterfestes, rostträges Material, welches nur sehr langsam rostet. Schweißt ihr hier mit einer "einfachen" Elektrode, rostet die Naht deutlich schneller. Zu beachten ist hier jedoch die basische Umhüllung der Stabelektrode. Basisch umhüllte Elektroden haben generell schlechtere Wiederzündeigenschaften und sind weniger zum Heften geeignet. Schweißanfänger haben hier sehr oft Probleme mit der Verarbeitung. Dies liegt jedoch ausschließlich am Können des Schweißers.
Für Mischverbindungen, also das Verschweißen von Edelstahl mit Stahl bzw. hochlegiertem- mit einem niedriger legiertem Grundwerkstoff, ist meist unsere VDB 4370 W eine gute Lösung oder alternativ auch unsere Croni 29 9 Elektrode. Diese werden auch gerne Wald- & Wiesen- Elektrode genannt aufgrund der vielseitigen Einsatzmöglichkeiten.
Für Hartauftrag empfiehlt sich eine sogenannte Panzerelektrode. Man spricht auch vom Auftragsschweißen bzw. Hartauftragen oder Aufpanzern. Beim Auftragsschweißen wird eine besonders abriebfeste und harte Schweißnaht auf das Werkstück gebracht. Hier bietet es sich an eine Pufferlage mit unserer VDB 4370 W zu schweißen. Die eigentliche Auftragsschicht wird mit unserer VDB E-60-B geschweißt. Hier handelt es sich wieder um eine basisch umhüllte Elektrode, welche den ungeübten Schweißer herausfordert aufgrund der umhüllungstypischen Schweißeigenschaften (Zünden, Wiederzünden). Es gibt noch einige weitere und vorallem speziellere Auftragselektroden wie zum Beispiel Kobaltbasis Schweißelektroden (Grade 1 - 21) welche wir ebenfalls in unserem Shop unter dem Namen VDB COBATRODE anbieten.
Für Gusseisen benötigt man spezielle Elektroden. Hierbei kann es sich um Grauguss, Temperguss oder beispielsweise auch Sphäroguss handeln. VDB NiFe 60 40 ist hier eine passende Elektrode zum Gusseisenschweißen. Auch diese Elektroden sind basisch umhüllt und besitzen somit herausfordernde Schweißeigenschaften, welche es zu meistern gilt.
So gut wie alle VDB Elektroden sind bereits ab 10 Stück oder 0,25 Kg erhältlich. Gerne werden auch unsere MIX Angebote gekauft. Diese beeinhalten immer 2 Durchmesser im Set zu vergünstigten Preisen. Bei unseren MIX Angeboten kann man wählen zwischen 0,25 Kg, 0,5 Kg oder 1,0 Kg Sets. Die MIX Angebote findet Ihr immer weiter unten in der Variantenauswahl auf der jeweiligen Artikelseite.
Je nach Grundwerkstoff muss beim Elektrodenschweißen darauf geachtet werden, dass das Werkstück nicht zu heiß wird. Beim E-Handschweißen wird eine hohe thermische Energie in das Werkstück eingebracht, sodass es sich verziehen kann. Informiert euch in diesen Fällen vorab über die Schweißbarkeit eures Werkstückes und über besondere Fallstricke.
Schweißelektroden und ihre Umhüllung
Die Umhüllung von Schweißelektroden beeinflusst beträchtlich das Verhalten beim Schweißen mit Stabelektroden. So werden viele verschiedene Umhüllungstypen für verschiedenste Anwendungsgebiete und Schweißeigenschaften in der Fertigung eingesetzt. Verschiedene Typen erwirken individuelle Schweißeigenschaften, welche sich zum Beispiel auf die Stabilisierung und Ionisierung des Lichtbogens, die Ausbringung, also die Abschmelzleistung, im Verhältnis des abgeschmolzenen Schweißguts zur Masse des Kernstabes oder die Abschirmung des Schweißgutes durch Schutzgase gegen eine Oxidation mit der Atmosphäre auswirken.
Im Grunde wird zwischen folgenden Ummantelungen unterschieden:
| Umhüllungstyp | Bedeutung | Beschreibung |
|---|---|---|
| R / RR | Rutil / Dick-rutil | Universale, sehr beliebte Standardelektroden für Schweißungen an verschieden Baustählen. Feines, glattes Nahtaussehen bei guten mechanischen Gütewerten. Sehr gute Zünd- und Wiederzündeigenschaften und somit leicht zu beherrschen (geeignet für Anfänger). Gebildete Schlacke kann leicht entfernt werden. Geeignet für Heftarbeiten. |
| B | Basisch | Herausragende Zähigkeits- und Festigkeitswerte bzw. mechanische Gütewerte. Grober Tropfenübergang. Eingeschränkte Wiederzündfähigkeit auf Grund von basischer Umhüllung. Daher nicht geeignet für Heftarbeiten. Universal einsetzbar im Stahlbau, jedoch mit hohem Bedarf an der Nachbearbeitung der Schweißnaht so wie hohem Anspruch an das Können des Schweißers. Geeignet für hochfeste Stähle. |
| RB | Rutil-basisch | Rutil-basische Elektroden bilden den Kompromiss zwischen den „R“ und „B“ Typen von Stabelektroden. Sehr gut geeignet für steigende Schweißnähte (Steignähte) und Wurzellagen am Rohr. Wird aufgrund der Eigenschaften bevorzugt im Rohrleitungsbau verwendet. Aufgrund von basischen Anteilen jedoch ebenfalls nicht zum Heften geeignet. |
| C | Cellulose | Hervorragend geeignet zum Schweißen in fallenden Positionen (Fallnähte) aufgrund von geringerer Schlackenbildung. Somit wird die Gefahr von vorlaufender Schlacke beim fallenden Schweißen minimiert (Schlackeneinschluss). Gute mechanische Gütewerte. |
| RC | Rutil-cellulose | Kompromiss zwischen Umhüllungen der Typen „R“ und „C“. Universale Anwendungen im Stahlbaubereich und relativ leicht zu beherrschen. Ermöglicht ebenfalls das Schweißen von Fallnähten und gilt als „Allround-“ Elektrode. |
| A | Sauer | Bietet schwächere mechanische Gütewerte als andere Umhüllungstypen, jedoch mit sehr feinem Tropfenübergang. Äußerst dünnflüssiges Schweißgut und auf keinen Fall für Zwangslagen geeignet. Vereinzelt noch als RA (Rutil-Sauer) Elektrode in Deutschland zu finden. |
Stabelektroden und ihre Normen
Generell gilt beim Schweißen, dass das Schweißgut – in diesem Fall die Schweißelektrode – der chemischen Zusammensetzung des Grundwerkstoffes (Werkstück) entsprechen oder dessen Werte übertreffen sollte, um ein zufriedenstellendes Schweißergebnis herzustellen. In der Regel sind Schweißelektroden mit einer Norm bedruckt, welche u.a. einen Aufschluss über die mechanischen Gütewerte der Stabelektrode liefert.
Als Beispiel nehmen wir eine unserer beliebtesten Elektroden - nämlich unsere universal einsetzbaren "VDB RR6 Schweißelektroden". Die Norm dieser Schweißelektrode, in diesem Beispiel DIN EN ISO 2560-A, lautet:
DIN EN ISO 2560-A: E 42 0 RR 12
Mit Hilfe dieser Norm lässt sich mit nachfolgender Tabelle folgendes erschließen:
| E | 42 | 0 | - | RR | 1 | 2 | - |
|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
- 1 = Schweißverfahren – E = Lichtbogenhandschweißen
- 2 = Mindeststreckgrenze 420 Re N/mm² , Zugfestigkeit 500-640 Rm N/mm²
- Und Mindestbruchdehnung A5 20 %
- 3 = Mindestkerbschlagarbeit 47J bei 0°C
- 4 = Entfällt
- 5 = Umhüllungstyp Dick Rutil-umhüllt „RR“
- 6 = (1) Verschweißbarkeit bei Gleich- und Wechselstrom
- 7 = (2) Verschweißbar in allen Positionen. Ausgenommen Fallnähte
Diese Daten lassen sich mit Hilfe unserer Tabellen "DIN Normen für Schweißelektroden" zu jeder Schweißelektrode einfach und schnell ermitteln. Da diese Tabellen und DIN Normen sehr ausführlich sind, haben wir diese in gesonderten Kategorien zusammengefasst. Dies bewahrt die Übersichtlichkeit dieses Schriftstückes.
Eine vollständige Auflistung gibt es hier:
DIN 8555 Hartauftragungen
DIN EN ISO 2560-A niedriglegierte Stähle
DIN EN ISO 3581-A hochlegierte Stähle
Auswahl der richtigen Schweißelektrode und Stromstärke
Eine immer wiederkehrende Frage von Hobby- und Gelegenheitsschweißern lautet: Welche Schweißelektrode nehme ich für welchen Grundwerkstoff und wie hoch stelle ich den Schweißstrom (A) ein? Diese Frage pauschal für jeden zu beantworten ist schlicht unmöglich, da hier sehr viele Faktoren eine wichtige Rolle spielen. Dazu gehören beispielsweise die Fragen: Welches Material soll in welcher Materialstärke und Schweißposition verschweißt werden? Welcher Elektrodendurchmesser wird gewählt? Wir möchten hierzu folgende Richt- und Erfahrungswerte weiter geben. In der Tabelle ganz oben wurde bereits ausgiebig über die verschiedenen Umhüllungstypen und deren Eigenschaften so wie Anwendungsgebiete informiert.
Die anzuwendende Stromstärke ist unter Anderem abhängig vom Material des Wekstücks, der Schweißposition und der Blechdicke so wie der Größe des Werkstücks. Zu jedem der Schweißzusatzwerkstoffe von VDB-Schweisstechnik ist ein höchst informatives Datenblatt für jeden Anwender frei zugänglich. Die dort genannten Stromstärken (jeweils ganz unten im Datenblatt) sind so zu verstehen, dass die minimalste Stromstärke ein Richtwert ist, bei dem die entsprechende Elektrode sich gerade noch verschweißen lässt und einen stabilen Lichtbogen entstehen lässt. Der maximale Wert gibt die höchste Belastbarkeit der Elektrode wieder.
Kurzer Exkurs:
Günstig erworbene Baumarktgeräte können mehr Leid als Freud verursachen. Die Schuld wird üblicher Weise gerne dem „schlechten“ Schweißzusatz, der Stabelektrode zugeschoben. Bei minderwertigen Baumarktgeräten mit einem Verkehrswert von beispielsweise unter 200 €, kann die Gefahr hoch sein, am falschen Ende gespart zu haben. Die folgenden Richtwerte gelten also für eine zumindest „semiprofessionelle“ Schweißanlage. Diese beziehen sich im Übrigen auf alle Schweißverfahren, für die wir auch Schweißzusätze im Programm haben. „VDB-Schweisstechnik“ vertreibt ausschließlich hochwertige Schweißzusatzkomponenten von erfahrenen und renommierten Herstellern.
Zurück zum Thema:
Die folgende Tabelle gibt Aufschluss über die einzustellende Stromstärke:
| Blechdicke Werkstück Angabe in mm | Durchmesser Schweißelektrode | Strom in Ampere (A)* |
|---|---|---|
| 1,0 – 2,0 | 1,6 – 2,0 mm | 25 – 50 |
| 2,0 – 4,0 | 2,0 – 2,5 mm | 50 – 100 |
| 4,0 – 8,0 | 2,5 – 3,2 mm | 100 – 140 |
| 8,0 – 12,0 | 3,2 – 5,0 mm | 140 – 220 |
| *verlässlichere Aussagen zur Stromstärke gibt es in unseren VDB-Schweisstechnik Datenblättern. Die Datenblätter zu jedem Schweißzusatzwerkstoff sind jeweils auf der Artikelseite des Produktes als PDF zum Download verfügbar. | ||
Als Faustformel für die Stromstärke gilt:
Durchmesser der Schweißelektrode x 30 = Stromstärke
Fallbeispiel: Elektrode = Kernstabdurchmesser 4,0 mm * 30 = 120 (A)
Diese Faustformel ist aber nur mit Vorsicht anzuwenden da in der Praxis oft unbrauchbare Stromstärken errechnet werden. Das Ausprobieren und Herantasten ist im Zweifel also die beste Lösung.
Polarität und Stromart
Grundsätzlich geben unsere Produktdatenblätter eine Auskunft über die Verschweißbarkeit bei Gleich- und Wechselstrom so wie die empfohlene Polarität der zu verschweißenden Stabelektrode (bei Gleichstrom). Sofern nicht anders angegeben, kann man folgende Angabe als Richtungsweisung nutzen, welche jedoch nicht immer zutreffend ist:
Hochlegierte, rostfreie Stahlsorten: Elektrodenhalter ( + ) , Werkstück ( - )
Un- und niedriglegierte Stahlsorten: Elektrodenhalter ( - ) , Werkstück ( + )
Hierbei sind allerdings auch öfter Ausnahmen zu beachten wie zum Beispiel: Rein-basische Elektroden bei niedriglegierten Baustählen lassen sich besser am ( + ) Pol verschweißen.
Vorteile und Nachteile des MMA Schweißverfahrens (Lichtbogenhandschweißen)
Der große Vorteil von Schweißelektroden ist, dass diese "bei Wind und Wetter" einsetzbar sind. Somit sind diese im Innen- und Außenbereich stets einsetzbar. Die hohe Zugänglichkeit zu den zu verschweißenden Bauteilen auf Grund der kompakten Schweißart ist ein weiterer klarer Vorteil. Somit kann in engen Bereichen geschweißt werden, die bei anderen Verfahren nicht oder nur sehr schwer zugänglich wären. Dies führt uns zum nächsten Vorteil: Beim Lichtbogenhandschweißen mit Schweißelektroden muss keine Gasflasche mitgeführt werden. Die verwendeten Schweißanlagen sind meist sehr kompakt und weisen ein geringes Gewicht auf. Somit gewähren diese hohe Flexibilität und Mobilität.
Nachteile des Schweißverfahrens: Die beim Schweißen entstehenden Schweißspritzer verunreinigen das Werkstück und werden in der Regel nach dem Schweißen entfernt. Entstandene Schlacke muss mit einem Schlackenhammer entfernt und entsorgt werden. Abhilfe schafft auch ein sogenanntes Schweißspray. Beim Schweißprozess entstehende Schweißrauche müssen sorgfältig abgesaugt werden und sollten nicht in die Atemwege gelangen.